




In qualità di produttore e fornitore professionale di lavorazione a 5 assi in Cina, Sanluo Precision padroneggia la lavorazione simultanea a 5 assi di parti complesse, fornendo servizi personalizzati per settori di fascia alta come quello aerospaziale, degli stampi automobilistici, dei dispositivi medici e delle apparecchiature energetiche. Realizziamo lavorazioni meccaniche di precisione di superfici complesse e strutture speciali, soddisfacendo pienamente i severi requisiti della produzione avanzata.
| Precisione dimensionale | OD | ID | DP | SW | GD |
| Unità: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Precisione geometrica | Rotondità | Coassialità | Cilindricità | Simmetria | Tolleranza di posizione |
| Unità: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Capacità produttiva | 1~999999 pz | 1~999999 pz | 1~999999 pz | 1~999999 pz | 1~999999 pz |
| Ciclo produttivo | 3‑20 giorni | 3‑20 giorni | 3‑20 giorni | 3‑20 giorni | 3‑20 giorni |
Attrezzatura di ispezione:CMM, sistemi di misura visiva, proiettori, misuratori di diametro laser, interferometri laser, rugosimetri, rotondimetri, microscopi per utensili, stereomicroscopi, micrometri, comparatori a spillo, comparatori, altimetri, calibri, blocchetti di riscontro, durometri, calibri per filetti.
In qualità di produttore professionale di lavorazioni a 5 assi, eccelliamo nella lavorazione di superfici complesse a forma libera nei settori aerospaziale, automobilistico, medico ed energetico. La nostra tecnologia simultanea a 5 assi, combinata con la programmazione CAM avanzata e gli utensili dedicati, garantisce elevata precisione, eccellente finitura superficiale ed eliminazione dei segni di utensile.
In conclusione:La nostra comprovata esperienza nella lavorazione di superfici complesse trasforma geometrie impegnative in componenti pronti per la produzione che soddisfano costantemente gli standard di settore più esigenti, dal prototipo alla produzione su vasta scala.
Supportiamo la nostra lavorazione a 5 assi con macchine utensili di livello mondiale, controllo di processo intelligente e sistemi ausiliari completi. La nostra struttura garantisce precisione stabile e ripetibile per parti di medie e grandi dimensioni, dai prototipi alla produzione in grandi volumi.
In conclusione:Grazie alla nostra base di apparecchiature integrate, ai controlli di processo intelligenti e alla rigorosa verifica in-process, forniamo una precisione a 5 assi stabile e ripetibile che mantiene la vostra linea di produzione in funzione e i vostri standard di qualità costantemente superati.
| Parametro | Dettagli |
| Modello | Micro5 |
| Posizionamento centrale | Lavorazione altamente dinamica e di alta precisione di componenti micro e di alto valore |
| Precisione chiave | Ripetobilità0,0005 mm, Precisione di posizionamento<0,002 mm |
| Mandrino | Velocità massima60.000 giri al minuto |
| Struttura | Compatto, peso totale 550 kg; Magazzino utensili a triplo strato con 60 utensili; il sistema a pallet può contenere 6 dispositivi punto zero |
| Energia e ambiente | Basso consumo (<500W), con aspiratore nebbie oleose |
| Sistema CNC | Beckhoff (Germania) |
| Viaggio (X/Y/Z) | 78 / 56 / 50 mm |
| Applicazioni tipiche | Componenti di microingegneria, piccole parti di metalli preziosi |
| Parametro | Dettagli |
| Modello | DMU 105 monoBLOCCO |
| Posizionamento centrale | Lavorazione a 5 assi ad alta precisione di parti grandi e complesse |
| Assi e collegamenti | 5 assi simultanei |
| Struttura del letto | Ghisa nodulare GGG60, fusione in un unico pezzo con rigidità ottimizzata FEM superiore del 40% rispetto ai design tradizionali |
| Precisione chiave | Azionamento diretto degli assi A/C, precisione di indicizzazione ±1 secondo d'arco; precisione di posizionamento della tavola fino a 0,001 mm |
| Sistema di mandrini | Interfaccia HSK‑A100, potenza 44 kW, coppia 288 Nm, gamma di velocità 50‑10.000 giri/min |
| Viaggio (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Vantaggi principali | Il design termosimmetrico riduce la deformazione termica; cambio pallet opzionale e misurazione in-process per l'automazione |
| Applicazioni tipiche | Componenti lavorati di precisione a 5 assi |
| Parametro | Dettagli |
| Modello | JDGR400T |
| Posizionamento centrale | Precisione a livello di micron, supporta i processi compositi di fresatura e tornitura |
| Sistema CNC | JD50 sviluppato internamente, risoluzione del controllo del movimento 10 nm |
| Mandrino | Elettromandrino JD150S ad alta velocità, HSK‑A50, velocità massima 32.000 giri/min |
| Precisione chiave | Ripetibilità nell'ordine dei micron; Ripetibilità asse AC 4″ |
| Tavola rotante | Azionamento diretto a doppio asse, risoluzione 0,0001° |
| Rivista di strumenti | Tipologia a catena, capacità 63 utensili |
| Vantaggi principali | La misurazione in macchina compensa automaticamente gli errori dell'utensile e del pezzo, garantendo la resa del lotto |
| Applicazioni tipiche | Componenti di precisione a 5 assi |
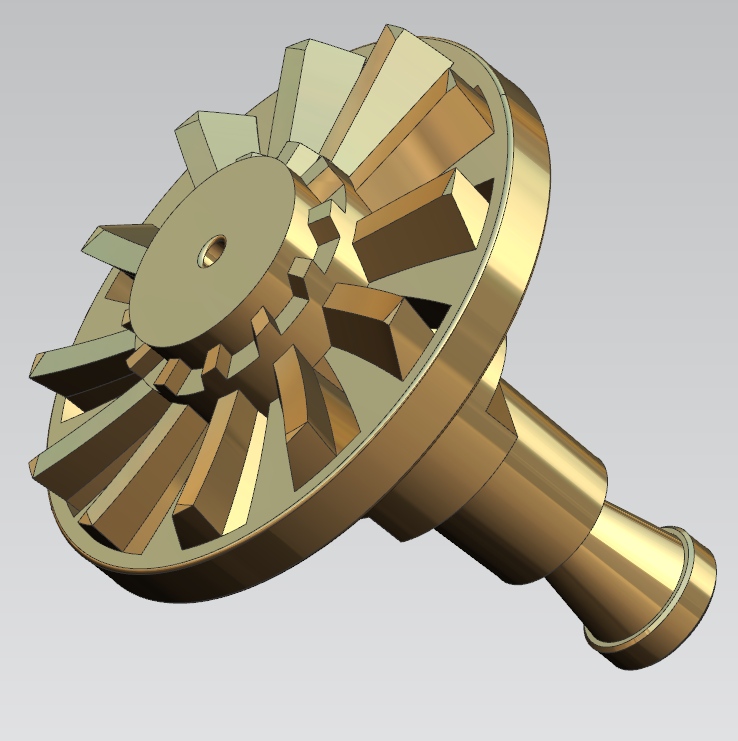
Questa girante è realizzata in acciaio inossidabile austenitico SUS316 e funge da componente principale di direzione del flusso nelle pompe booster di fluidi per un produttore di apparecchiature brasiliano. Il cliente si era rivolto a tre officine precedenti, tutte fallite a causa della deformazione della lama, problemi di coassialità, blocco dei microfori e scarsa finitura superficiale. Ci hanno trovato tramite la ricerca su Google e hanno specificato tre requisiti rigorosi: consistenza del lotto, tolleranze a livello di micron e superfici a contatto con i fluidi prive di bave.
Specifiche chiave del disegno:
Abbiamo utilizzato un centro di lavoro DMG MORI a 5 assi per completare l'intera girante in un unico serraggio, evitando errori di multi-setup. Fasi del processo:
Attrezzatura di supporto: refrigerante ad alta pressione, sonda Renishaw in-process per la compensazione utensile e impostazione automatica del riferimento ogni 20 pezzi.
| Parametro | Campione 1 | Campione 2 | Campione 3 | Requisito |
| Diametro esterno lama φ31 | 31.004 mm | 30,998 mm | 31.001 mm | ±0,01 mm |
| Angolo 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Spessore lama 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Microforo φ1,5 | 1.491‑1.508 mm (10 fori) | Errore di posizione massimo 0,021 mm | ±0,02 mm | |
| Coassialità (dato A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005mm |
| Eccentricità del viso | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Profilo della superficie della lama | massimo 0,018 mm | --- | --- | ≤0,02 mm |
| Rugosità superficiale (contatto fluido) | Ra 0,32‑0,38 μm | Facce di accoppiamento Ra 0,62‑0,75 μm | ≤0,4 / ≤0,8 | |
| Durezza (HV) | 190‑210 | HRC equivalente <6 | ≤7 | |
Risultato del cliente:Dopo aver ricevuto i primi 50 pezzi, l'ispezione di terze parti del cliente ha verificato la conformità al 100%. Rispetto ai fornitori precedenti, le vibrazioni sono diminuite del 70%, il rumore è stato ridotto di 16 dB e i microfori sono rimasti sbloccati. Il cliente ha ora effettuato ordini annuali per tutte e tre le varianti di girante. Feedback scritto: "La migliore consistenza dimensionale che abbiamo mai visto nelle giranti in acciaio inossidabile."
Dopo 10 mesi di utilizzo, nessuna corrosione, deformazione da stress o richieste di restituzione. Forniamo rapporti di ispezione completi per ogni lotto, ispezione al 100% sulle tolleranze critiche e rilavorazioni gratuite per eventuali parti non conformi.
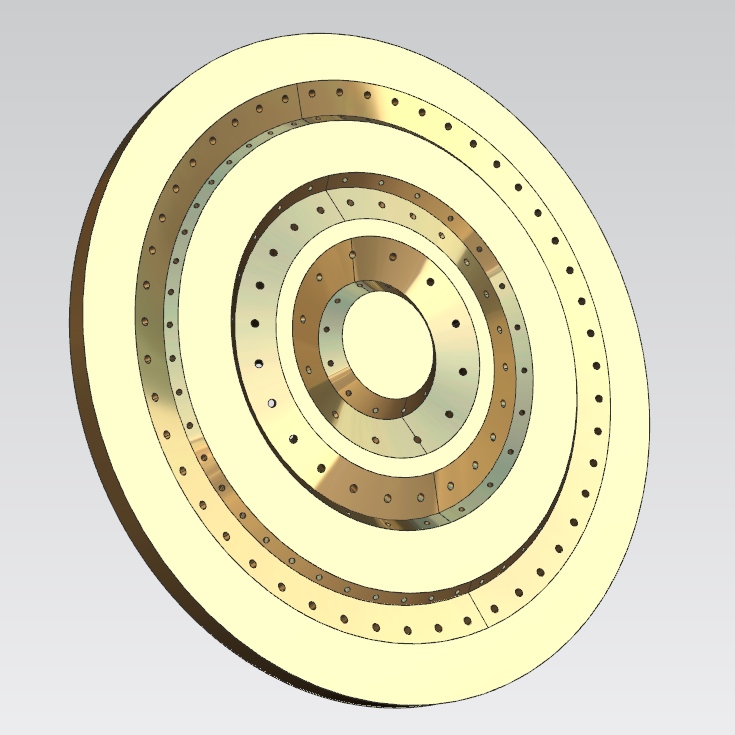
Questa piastra base con flangia multistrato rotonda (codice articolo SLY033‑04‑03A) è realizzata in lega di alluminio 7075‑T651 e pesa 0,849 kg per pezzo. Funge da piastra portante del nucleo all'interno di una camera di deposizione chimica in fase vapore (CVD), supportando il posizionamento del wafer in condizioni di alto vuoto e variazioni cicliche di temperatura. Il cliente, un produttore nazionale di apparecchiature per semiconduttori, aveva precedentemente provato altri due stabilimenti con una resa inferiore al 60% a causa di problemi di planarità, coassialità dei fori e rugosità delle scanalature delle guarnizioni. Si sono rivolti a noi dopo una segnalazione.
Sfide principali:
Tutte le operazioni sono state completate su un centro di lavoro DMG a 5 assi con bloccaggio singolo, eliminando errori cumulativi derivanti da più setup. Fasi del processo:
Ispezione: CMM Zeiss, rugosimetro, rotondimetro, planarità laser. Ispezione del primo articolo al 100%, campionamento al 15% per la produzione in lotti.
| Parametro | Valori misurati | Requisito |
| Planarità della base (5 punti) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (massimo 0,010) | ≤0,012 mm |
| Coassialità di 3 flange concentriche | massimo 0,006 mm | ≤0,008 mm |
| Posizione dei fori dei tasselli (8 fori) | 0,004‑0,009 mm | ≤0,01 mm |
| Larghezza della scanalatura dell'O-ring | 3.997‑4.003 mm | ±0,005 mm |
| Planarità del fondo della scanalatura | 0,002 mm | ≤0,003 mm |
| Raggio angolare R0,8 | 0,798‑0,801 mm | ±0,002 mm |
| Rugosità della superficie della scanalatura | Ra 0,18 μm | ≤0,2μm |
Risultato del cliente:Dopo l'approvazione del primo articolo, il laboratorio di terze parti del cliente ha confermato tutti i dati entro ±0,002 mm dal nostro rapporto. La camera a vuoto ha raggiunto la pressione finale di 1×10⁻⁶ Pa senza perdite. Il tasso di rendimento è aumentato dal 58% al99,2%. I costi di rilavorazione sono diminuiti del 72%. Tempo di assemblaggio per unità ridotto da 1,8 ore a 0,35 ore. Dopo 50 cicli termici (da -20°C a +120°C), la deformazione della planarità è stata di soli 0,011 mm (rispetto a 0,038 mm del fornitore precedente). Il cliente ci ha ora trasferito tutte le parti strutturali della camera a vuoto per la lavorazione a 5 assi.
Dopo 14 mesi di produzione continua non sono stati segnalati difetti dimensionali. Forniamo tracciabilità di 3 anni dei dati di ispezione e una garanzia di rilavorazione gratuita di 6 mesi che copre le parti non conformi.
Siamo specializzati nella fresatura simultanea a 5 assi e nella lavorazione turn-mill su centri DMG MORI, Bumotec e Mori Seiki, gestendo pezzi con corsa fino a 1.135 mm e peso di 2.000 kg con velocità del mandrino fino a 60.000 giri/min. Le nostre funzionalità a 5 assi coprono:
Ogni progetto utilizza la programmazione UG NX/Mastercam/Hypermill, la simulazione 3D completa e la sonda in-process Renishaw. Forniamo una percentuale di superamento della qualità del 98,8% e serviamo clienti Fortune 500 tra cui Huawei, BYD e Mindray.
Per le parti con sottosquadri, superfici a forma libera o coassialità stretta (≤0,005 mm), come giranti e camere a vuoto, il 5 assi elimina configurazioni multiple e raggiunge tolleranze che i 3 assi non possono mantenere.
Alluminio (7075, 6061), acciai inossidabili, leghe di titanio, Inconel, leghe di rame, PEEK e metalli preziosi, con percorsi utensile e refrigerante dedicati per ciascuno.
DE standard ±0,005 mm, DI ±0,01 mm, coassialità ≤ 0,01 mm e tolleranza di posizione ≤ 0,01 mm; verificato da Zeiss CMM e interferometri laser.
Ricottura di distensione, fissaggio sottovuoto personalizzato, taglio a strati (profondità ≤0,15 mm) e percorsi utensile simmetrici: mantenimento della planarità entro 0,010 mm anche su parti con apertura di 300 mm.
Ispezione CMM del primo articolo al 100%, campionamento dei lotti al 15% e un rapporto dimensionale completo per ogni spedizione: i registri vengono conservati per 18 mesi.
Tipicamente 3-20 giorni a seconda della complessità e della quantità; i prototipi urgenti possono essere accelerati a 5-7 giorni lavorativi.


Indirizzo
Distretto di Guangming, città di Shenzhen, provincia del Guangdong, Cina
tel








