


La nostra lavorazione di tornitura integra processi di tornitura e fresatura. La tornitura implica la rotazione del pezzo mentre l'utensile avanza per tagliare diametri esterni, fori interni, facce terminali e filettature; è adatto per parti rotanti con diametri di 5–800 mm, gradi di precisione di IT7–IT9 e rugosità superficiale di Ra 0,8–6,3 μm. La fresatura prevede che un utensile rotante tagli piani, fessure e contorni; è adatto per pezzi quadrati o di forma irregolare, con larghezze di fresatura di 50–1000 mm, precisione di ±0,02–0,1 mm e rugosità superficiale di Ra 1,6–6,3 μm.
Il processo combinato, che si tratti di tornitura seguita da fresatura, fresatura seguita da tornitura o alternanza tra le due, sfrutta la tornitura per garantire la concentricità e la fresatura su piani, scanalature e fori della macchina, garantendo elevata precisione ed efficienza per le parti complesse.
|
precisione dimensionale |
OD |
ID |
T(C) |
DP |
SH |
|
unità:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Precisione geometrica |
rotondità |
coassialità |
rettilineità |
cilindricità |
concentricità |
|
unità:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
capacità produttiva |
1~999999 pz |
1~999999 pz |
1~999999 pz |
1~999999 pz |
1~999999 pz |
|
ciclo produttivo |
3-20 giorni |
3-20 giorni |
3-20 giorni |
3-20 giorni |
3-20 giorni |
Gli strumenti di ispezione e di misura attrezzati includono: CMM, sistemi di misurazione visiva, proiettori di profili, misuratori di diametro laser, interferometri laser, tester di rugosità superficiale, tester di rotondità, microscopi per produttori di utensili, stereomicroscopi, micrometri, calibri a spillo, comparatori a quadrante, micrometri ad alta precisione, misuratori di altezza elettronici, calibri, blocchetti di riscontro, tester di durezza e calibri per filettature.
Le capacità di lavorazione di tornitura e fresatura di Sanluo Precision offrono vantaggi significativi: funzioni complementari (la tornitura si adatta alle superfici rotanti; la fresatura si adatta a forme piatte e complesse; la combinazione amplia la gamma di parti lavorabili, inclusi alberi, dischi, alloggiamenti e giranti); Maggiore precisione (la tornitura garantisce concentricità e rotondità; la fresatura garantisce planarità e perpendicolarità; la combinazione raggiunge un'elevata precisione di tolleranza geometrica, come concentricità di 0,02 mm e perpendicolarità di 0,03 mm); Maggiore efficienza (la sequenza ottimizzata di tornitura/fresatura di sgrossatura e finitura consente una rapida rimozione del materiale garantendo al contempo la precisione, aumentando l'efficienza del 30%–50%); Qualità superficiale superiore (la tornitura raggiunge Ra 0,8–3,2μm e la fresatura Ra 1,6–6,3μm, con conseguenti finiture lisce); Riduzione dei costi (meno fasi del processo; una singola macchina multitasking richiede meno investimenti e spazio rispetto a più macchine autonome); ed Elevata adattabilità (flessibile per la produzione di pezzi singoli o piccoli lotti, ma altamente efficiente per la produzione di massa).
In qualità di produttore professionale di lavorazioni meccaniche di tornitura, Sanluo Precision fornisce servizi completi e affidabili. Configurazione dell'attrezzatura: attrezzatura per tornitura (30 torni/centri di tornitura CNC; diametro φ10–800 mm; grado di precisione IT7); Attrezzature di fresatura (20 centri di lavoro verticali/orizzontali; corsa 500–2000 mm; precisione ±0,01 mm); Attrezzature di fresatura-tornitura (10 centri di fresatura-tornitura Mazak/DMG Mori a 5 assi che supportano lavorazioni a setup singolo); Attrezzature di ispezione (CMM, rotondimetro, rugosimetro e sistema di misurazione visiva con precisione di 0,003 mm per l'ispezione a dimensione intera); Team tecnico (20 ingegneri di processo, 30 programmatori, 50 tecnici); Sistema ISO9001 (ispezione del primo articolo, ispezione di pattuglia in corso, ispezione completa del prodotto finale; tasso di superamento del 99%). L'azienda fornisce servizi di tornitura di fresatura professionali e personalizzati a clienti globali.
|
Categoria dei parametri |
Dettagli sui parametri |
|
Modello di attrezzatura |
Serie 842 |
|
Marca |
Schaublin |
|
Posizionamento centrale |
Macchina ad alta precisione per applicazioni complesse, adatta anche alla tornitura dura |
|
Configurazione dell'asse |
Configurabile con asse Y e fino a 7 assi di interpolazione |
|
Precisione del mandrino |
Il mandrino presenta un'eccezionale precisione geometrica inferiore a 0,5 μm |
|
Capacità di lavorazione |
Diametro massimo tornibile: 360 mm; Lunghezza massima tornibile: 398 mm |
|
Sistema a torretta |
Torretta radiale ad alta precisione VDI30 con 16 stazioni |
|
Configurazione opzionale |
Contromandrino e seconda torretta sono disponibili come opzioni |
|
Sistema CNC |
Sistema FANUC |
|
Applicazioni tipiche |
pezzi meccanici di tornitura di fresatura di precisione, ecc |
|
Categoria dei parametri |
Dettagli sui parametri |
|
Modello di attrezzatura |
INDICE MS16-6 Plus |
|
Posizionamento centrale |
Lavorazione multiasse ad alta efficienza e multifunzionale |
|
Numero di assi e mandrini |
6 mandrini di lavoro e 2 mandrini sincroni |
|
Capacità di lavorazione |
Diametro barra: 16 mm (22 mm per versione Plus) |
|
Sistema di mandrini |
Velocità massima: 10.000 giri/min; Potenza massima: 15 kW; Coppia massima: 18 Nm |
|
Sistema di portautensili |
Fino a 12 postazioni portautensili |
|
Funzioni principali |
Supporta la tornitura poligonale, la fresatura, la sbavatura di fori trasversali e altre tecnologie di lavorazione |
|
Sistema CNC |
Sistema operativo iXpanel basato su Siemens S840D sl |
|
Vantaggi fondamentali |
Breve tempo di cambio utensile, prestazioni potenti e breve tempo ausiliario; capace di lavorazione doppia a tre assi |
|
Applicazioni tipiche |
pezzi meccanici di tornitura di fresatura di precisione, ecc |




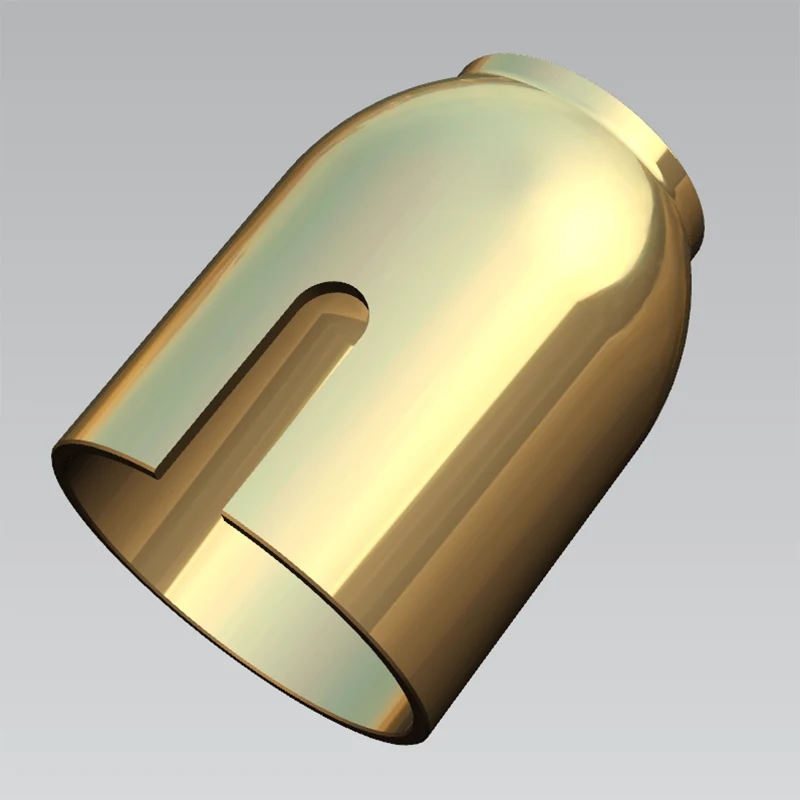
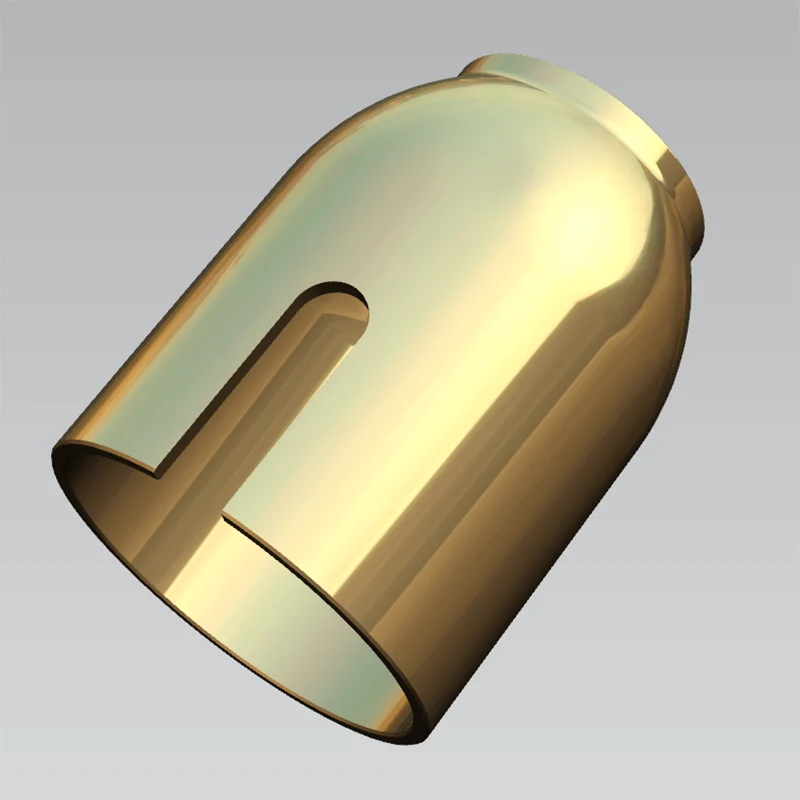
Questo prodotto è un componente fondamentale personalizzato per un'azienda di tecnologia medica a Shanghai. Realizzato in acciaio inossidabile 316L, viene utilizzato nei dispositivi medici impiantabili. Il prodotto è conforme ai rigorosi standard del settore medico riguardanti la resistenza alla corrosione, la qualità della superficie e vari requisiti di dimensionamento e tolleranza geometrica (GD&T).
Il cliente ha specificato i requisiti tecnici critici: coassialità tra il foro interno e il diametro esterno, eccentricità assiale e precisione dimensionale della superficie sagomata esterna. Le superfici di accoppiamento chiave richiedevano un controllo della tolleranza di coassialità entro 0,01 mm e una rugosità della superficie esterna di Ra ≤ 0,8. Il pezzo finito doveva essere privo di bave e graffi, pienamente conforme alle specifiche superficiali di grado medico. A causa dell'elevata duttilità dell'acciaio inossidabile 316L, che lo rende soggetto all'adesione e alla deflessione dell'utensile, i tradizionali processi separati di tornitura e fresatura non potrebbero garantire contemporaneamente precisione superficiale e tolleranze di posizione. Di conseguenza, il cliente ha richiesto l'utilizzo della tecnologia di fresatura-tornitura.
Per affrontare queste sfide di lavorazione, abbiamo utilizzato un centro di fresatura-tornitura per la lavorazione integrata, completando tutte le operazioni, compresi il diametro esterno, il foro interno, la superficie sagomata e le scanalature laterali, in un'unica configurazione. Durante la fase di lavorazione di sgrossatura, viene lasciato un margine di lavorazione di 0,2 mm sulle superfici critiche e viene utilizzato un sistema di raffreddamento ad alta pressione per eliminare continuamente i trucioli, impedendo efficacemente che l'acciaio inossidabile si attacchi all'utensile da taglio. Per la fase di finitura vengono utilizzati utensili di formatura specializzati con parametri di bassa velocità e avanzamento elevato; il controllo preciso della deflessione dell'utensile garantisce la precisione del profilo curvo, mentre la lavorazione simultanea della fessura laterale elimina gli errori associati al ri-serraggio.
Al termine, effettuiamo ispezioni complete di tutte le dimensioni e specifiche critiche utilizzando una macchina di misura a coordinate (CMM) e un tester di rugosità superficiale. I risultati misurati mostrano una coassialità costantemente controllata entro 0,03 mm, un'eccentricità assiale non superiore a 0,01 mm e una rugosità superficiale che raggiunge Ra0,8, il tutto conforme alle specifiche del disegno. Il prodotto ha superato l'ispezione di accettazione al primo tentativo, è stato assemblato senza problemi e ha soddisfatto tutti gli standard di pulizia e precisione richiesti per le apparecchiature mediche.
Il precedente fornitore del cliente utilizzava un processo di lavorazione a più fasi; il serraggio ripetuto ha causato deviazioni nel profilo curvo e problemi di interferenza durante l'assemblaggio, problemi che non è stato possibile risolvere completamente nonostante i molteplici tentativi di rilavorazione. Il nostro processo di lavorazione dei compositi turn-mill ha eliminato gli errori di bloccaggio alla fonte, superando con successo questa sfida. Questo lotto di cappucci per motori funziona attualmente stabilmente in dispositivi medici impiantabili; sia la resistenza alla corrosione che le prestazioni operative soddisfano le aspettative del cliente. La risultante partnership a lungo termine dimostra pienamente l’eccezionale valore della lavorazione composita turn-mill per componenti in acciaio inossidabile di alta precisione per uso medico.
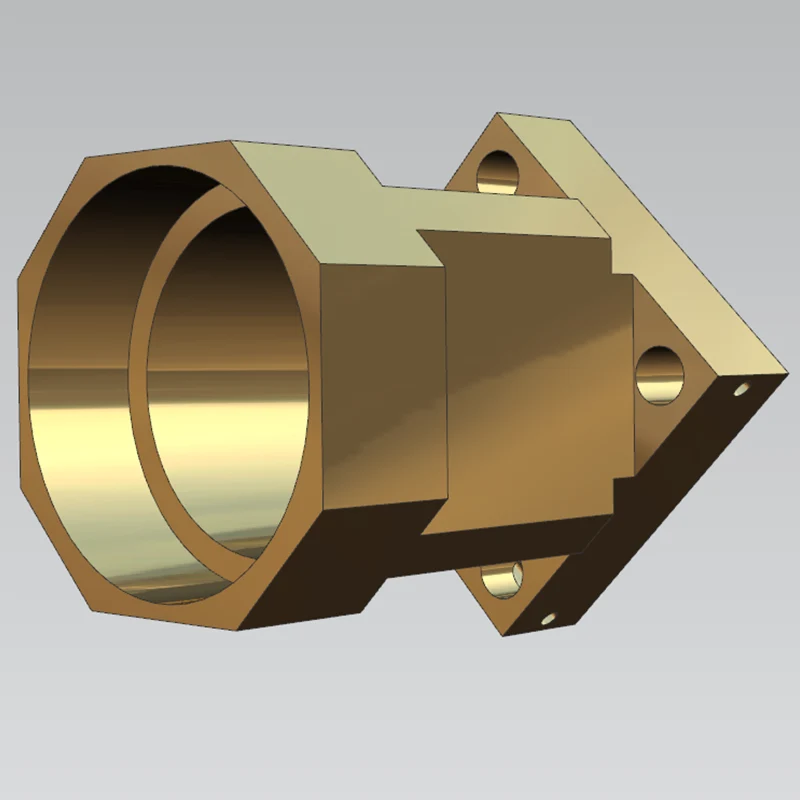
Questo manicotto in acciaio inossidabile funge da componente guida principale per le apparecchiature di automazione BOSCH. Realizzato in acciaio inossidabile e utilizzato nei meccanismi di trasmissione di precisione, richiede standard estremamente elevati di coassialità, precisione di posizionamento e qualità della superficie.
Gli standard chiave di ispezione del cliente includono: coassialità tra il foro interno e il diametro esterno, eccentricità assiale e precisione di posizionamento della fessura sul lato lungo e dei fori di posizionamento. Le specifiche del disegno richiedono rigorosamente che la tolleranza di coassialità per le superfici critiche di accoppiamento sia entro 0,05 mm, insieme a limiti rigorosi sulla rotondità e cilindricità del diametro esterno e del foro interno. Tutti i bordi esterni devono essere sbavati e raggiati e la superficie del pezzo deve essere priva di graffi o sbavature. L'acciaio inossidabile è soggetto ad adesione e deflessione dell'utensile durante la lavorazione; la tradizionale lavorazione multistadio fatica a soddisfare contemporaneamente rigorose tolleranze di forma, orientamento e posizione. Di conseguenza, il cliente ha richiesto l'utilizzo di un processo di lavorazione dei compositi turn-mill.
Abbiamo utilizzato un centro di lavoro torni-fresatrice per ottenere un processo di produzione "one-stop", completando la lavorazione del diametro esterno, del foro interno, della faccia terminale, delle scanalature laterali e dei fori di posizionamento in un'unica configurazione. Durante la lavorazione di sgrossatura, è stato riservato un sovrametallo di finitura di 0,2 mm alle aree critiche ed è stato applicato un refrigerante ad alta pressione per eliminare i trucioli e impedire che l'utensile si attaccasse al pezzo. Per la finitura, abbiamo utilizzato utensili specializzati in acciaio inossidabile e regolato i parametri di taglio per controllare con precisione la deflessione dell'utensile; le scanalature laterali e i fori di posizionamento sono stati lavorati simultaneamente per eliminare le deviazioni di precisione causate dal nuovo bloccaggio.
I pezzi finiti sono stati sottoposti a un'ispezione approfondita utilizzando una macchina di misura a coordinate (CMM) e un tester per la rugosità superficiale. La coassialità misurata è rimasta stabile entro 0,03 mm, l'eccentricità della faccia finale è stata controllata entro 0,01 mm e tutte le tolleranze di posizione e dimensionali soddisfacevano le specifiche del progetto. I campioni hanno superato l'ispezione al primo tentativo; l'assemblaggio è avvenuto senza soluzione di continuità e i livelli di vibrazioni e rumore durante il funzionamento dell'apparecchiatura sono rimasti ben entro i limiti di progettazione.
In precedenza, le parti prodotte tramite lavorazione in più fasi soffrivano di problemi di coassialità e precisione di posizionamento causati da errori di bloccaggio, che portavano a frequenti inceppamenti e rumori anomali durante il funzionamento, problemi che ripetute rilavorazioni non riuscivano a risolvere. Il processo composito turn-mill ha sostanzialmente eliminato gli errori di bloccaggio. Questo lotto di maniche è ora utilizzato in modo stabile e a lungo termine all'interno di apparecchiature automatizzate, soddisfacendo tutti i requisiti di stabilità operativa e precisione di adattamento. Successivi ordini di grandi volumi hanno continuato ad esserci affidati, confermando ulteriormente i vantaggi significativi della lavorazione composita turn-mill per componenti industriali in acciaio inossidabile di fascia alta.

Indirizzo
Distretto di Guangming, città di Shenzhen, provincia del Guangdong, Cina
tel









