


Le nostre capacità di tornitura di precisione garantiscono un'accuratezza eccezionale: precisione dimensionale (tolleranza del diametro ±0,003–0,01 mm, tolleranza della lunghezza ±0,005–0,02 mm, altezza del gradino ±0,01 mm, tolleranza di adattamento H5–H7); precisione geometrica e di posizione (rotondità 0,002–0,005 mm, cilindricità 0,003–0,008 mm, concentricità 0,005–0,01 mm, perpendicolarità 0,008–0,02 mm, parallelismo 0,01–0,03 mm, eccentricità 0,01–0,02 mm); qualità della superficie (rugosità Ra 0,2–1,6 μm; tornitura di precisione Ra 0,4 μm; tornitura ultraprecisa Ra 0,1–0,2 μm); consistenza dimensionale (deviazione batch ±0,005 mm, Cpk ≥ 1,67, capacità stabile 6σ); e precisione dell'attrezzatura (precisione di rotazione del mandrino 0,001–0,002 mm, precisione di posizionamento ±0,002 mm, ripetibilità ±0,001 mm).
|
precisione dimensionale |
OD |
ID |
T(C) |
DP |
R |
|
unità:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Precisione geometrica |
rotondità |
coassialità |
rettilineità |
cilindricità |
tolleranza del profilo |
|
unità:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
capacità produttiva |
1~999999 pz |
1~999999 pz |
1~999999 pz |
1~999999 pz |
1~999999 pz |
|
ciclo produttivo |
3-20 giorni |
3-20 giorni |
3-20 giorni |
3-20 giorni |
3-20 giorni |
Sanluo Precision utilizza attrezzature avanzate per la tornitura di precisione: torni ad alta precisione (MAZAK/DMG MORI/OKUMA; velocità del mandrino di 5.000 giri/min; interpolazione asse C/asse Y; precisione di ±0,003 mm); Torni a fantina mobile (CITIZEN/STAR/TSUGAMI; rapporto lunghezza/diametro ≥50:1; concentricità 0,005 mm); Centri di tornitura-fresatura a 5 assi (lavorazione a setup singolo); cuscinetti idrostatici (precisione di rotazione di 0,001 mm; compensazione della temperatura costante raffreddata a liquido); utensili da taglio importati (Kyocera/Mitsubishi/Sandvik; rivestimento PVD); sonde laser (ispezione in-process ±0,001 mm con compensazione automatica); e CMM (ispezione off-line di 0,003 mm).
In qualità di produttore professionale specializzato nella lavorazione di tornitura di precisione, Sanluo Precision mantiene un rigoroso controllo del processo: software CAM per la programmazione del percorso utensile di precisione, l'ottimizzazione dei parametri e la simulazione; controllo preciso dei parametri (tornitura di sgrossatura con ap=1–3 mm per una rapida asportazione di materiale; tornitura di semifinitura con ap=0,2–0,5 mm per migliorare la precisione; tornitura di finitura con ap=0,05–0,15 mm per garantire la precisione dimensionale); fluido da taglio a temperatura costante (20°C) per ridurre al minimo la deformazione termica; ispezione a grandezza naturale del primo articolo (la produzione in batch inizia solo dopo la verifica con interferometro CMM/luce bianca); SPC (controllo statistico del processo) che utilizza grafici Xbar-R, calcolo Cpk in tempo reale, analisi delle tendenze e aggiustamenti preventivi; e monitoraggio della vita dell'utensile (sostituzione automatica in caso di usura e aggiornamenti del valore di compensazione). Forniamo servizi di tornitura di precisione professionali e personalizzati a clienti globali.
|
Categoria dei parametri |
Dettagli |
|
Modello |
Hardinge® Serie T SP® |
|
Applicazione principale |
Lavorazione ultraprecisa e tornitura dura |
|
Capacità dello strumento |
12 strumenti |
|
Velocità del mandrino |
4.000 giri al minuto, 5.000 giri al minuto, 6.000 giri al minuto |
|
Potenza standard |
11 kW, 15 kW, 26 kW |
|
Dimensioni complessive |
Lunghezza: 2.489 mm, 3.257 mmLarghezza: 2.121 mm, 2.312 mmAltezza: 2.089 mm, 2.123 mm |
|
Peso della macchina |
5.940 kg, 7.800 kg |
|
Utilizzo tipico |
lavorazione di pezzi meccanici di tornitura di precisione |
|
Categoria dei parametri |
Dettagli |
|
Modello |
Centro di tornitura ad alta precisione 136CNC |
|
Marca |
Schaublin |
|
Posizionamento centrale |
Combina alta precisione ed efficienza, capace di rigorose attività di lavorazione di precisione |
|
Sistema di controllo della temperatura |
Il sistema di controllo completo della temperatura della macchina mantiene tutti i componenti funzionanti a temperatura costante per prevenire la deformazione termica |
|
Precisione chiave |
Rotondità: 0,2 μm; Rugosità superficiale: Ra 0,05 μm |
|
Sistema a torretta |
Dotato della nuovissima torretta Sauter, precisione di posizionamento del portautensile: ±1 μm |
|
Precisione dell'asse C |
2 secondi d'arco |
|
Capacità di lavorazione |
Tornitura dura fino a HRC65, lavorazione leghe di titanio |
|
Vantaggi fondamentali |
Precisione di lavorazione superiore e consistenza eccellente |
|
Applicazione tipica |
Lavorazione di pezzi torniti di precisione |




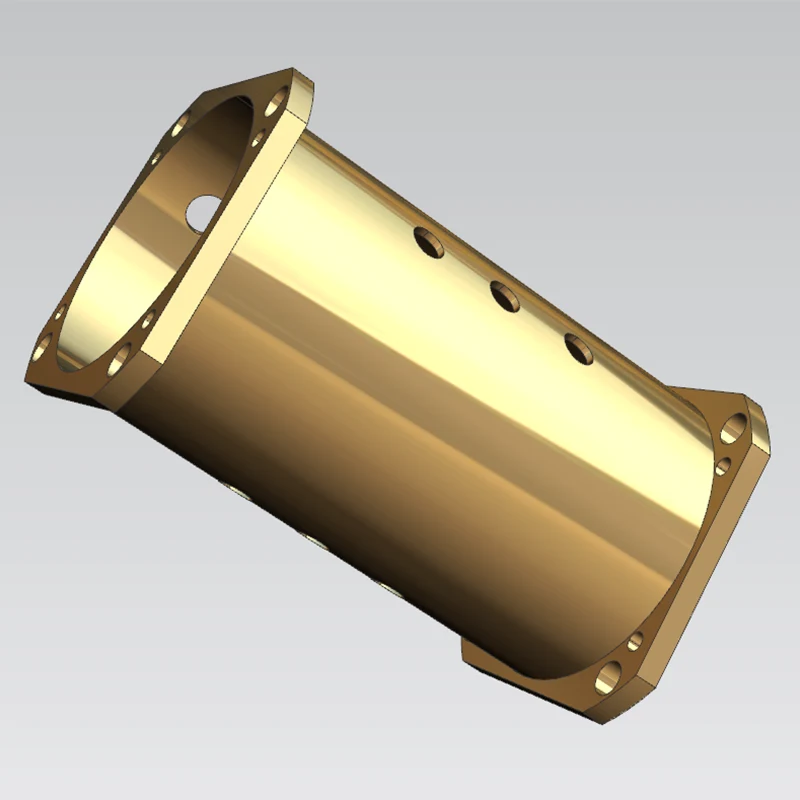
Pezzo: supporto rotore per motori industriali serie 50
Materiale: lega di titanio TC4
Applicazione: componente portante e di accoppiamento fondamentale all'interno dei motori industriali. Il prodotto deve soddisfare il duplice requisito di leggerezza strutturale ed elevata resistenza sotto carichi alternati, richiedendo un controllo estremamente rigido sulle tolleranze geometriche e dimensionali.

Specifiche del disegno: la coassialità tra il foro interno di accoppiamento critico e il diametro esterno deve essere ≤ 0,02 mm; tutte le tolleranze geometriche non specificate devono essere conformi allo standard GB/T 1184-h; è inoltre richiesto un controllo rigoroso per l'eccentricità della superficie frontale e la precisione di posizionamento del profilo esterno rispetto alle scanalature di posizionamento interne.
Sfide intrinseche ai materiali: la lega di titanio TC4 ha una conduttività termica molto bassa e un'elevata duttilità/tenacità, con conseguente lenta dissipazione del calore durante il taglio. Ciò rende il materiale soggetto all'adesione dell'utensile, alla deflessione del pezzo (spinta dell'utensile) e alla deformazione termica localizzata. La tornitura CNC convenzionale, ostacolata da errori derivanti da impostazioni multiple e da una rigidità utensile insufficiente, non è in grado di soddisfare costantemente i requisiti di tolleranza geometrica a livello di micron.
Precedenti problemi di outsourcing: il fornitore iniziale utilizzava un processo di tornitura convenzionale che prevedeva più configurazioni; la coassialità superava costantemente le tolleranze. Dopo l'assemblaggio, i motori hanno mostrato livelli di vibrazione e rumore eccessivi (superando le soglie di progettazione) sia durante il funzionamento a vuoto che sotto carico, e ripetute rilavorazioni non sono riuscite a riportare le parti allo standard.
3.1. Ottimizzazione del processo di serraggio: abbandonato l'approccio multi-setup a favore di un metodo a setup singolo utilizzando un dato unificato. Il diametro esterno, la faccia terminale e il foro interno accoppiato vengono lavorati con finitura in un'unica operazione, eliminando completamente gli errori di spostamento del riferimento causati da configurazioni multiple.
3.2. Controllo del sovrametallo di sgrossatura: un sovrametallo di finitura uniforme di 0,2 mm è riservato a tutte le superfici di accoppiamento critiche. Ciò impedisce forze di taglio sbilanciate durante la fase di finitura, causate da materiale irregolare, e riduce ulteriormente al minimo il rischio di spinta dell'utensile. 3.3. Raffreddamento del taglio e adattamento dei parametri: durante tutto il processo viene impiegato un raffreddamento a spruzzo continuo utilizzando un fluido da taglio a pressione estrema formulato specificatamente per la lega di titanio TC4 per dissipare rapidamente il calore e sopprimere la deformazione termica. Durante la fase di finitura, parametri di taglio specializzati, caratterizzati da basse velocità e velocità di avanzamento elevate, sono abbinati a utensili ad alta rigidità e smorzamento delle vibrazioni per mitigare la deflessione elastica caratteristica delle leghe di titanio.
3.4. Finitura di strutture complesse: poiché le scanalature di posizionamento interne e i fori di montaggio non possono essere formati tramite un'unica operazione di tornitura, vengono utilizzati dispositivi di posizionamento personalizzati per la lavorazione successiva; ciò riduce al minimo gli errori di ripetibilità indotti dall'attrezzatura e garantisce che la precisione di posizionamento delle fessure e dei fori interni rispetto al datum soddisfi le specifiche.
Attrezzatura di ispezione completa: macchina di misura a coordinate (CMM) e rotondimetro ad alta precisione; Ispezione al 100% delle dimensioni critiche.
Dati di precisione misurati: la coassialità tra i diametri interno ed esterno è costantemente ≤ 0,01 mm; L'eccentricità della faccia finale è ≤ 0,008 mm. Tutte le tolleranze di forma e posizione, nonché le tolleranze dimensionali, sono conformi sia ai disegni tecnici che allo standard nazionale GB/T 1184-h.
Feedback sul progetto: i campioni del prototipo hanno superato il test di accettazione di terze parti del cliente al primo tentativo. Il supporto del rotore ha dimostrato un'eccellente aderenza all'assemblaggio e i livelli di vibrazione e rumore operativo del motore completamente assemblato sono tornati agli standard di progettazione. Le unità prodotte in serie stanno attualmente operando stabilmente sul campo; la resistenza strutturale e i parametri di leggerezza soddisfano tutti i requisiti di utilizzo, portando il cliente a designarlo come un contratto di outsourcing a lungo termine per tutti gli ordini successivi dello stesso modello.
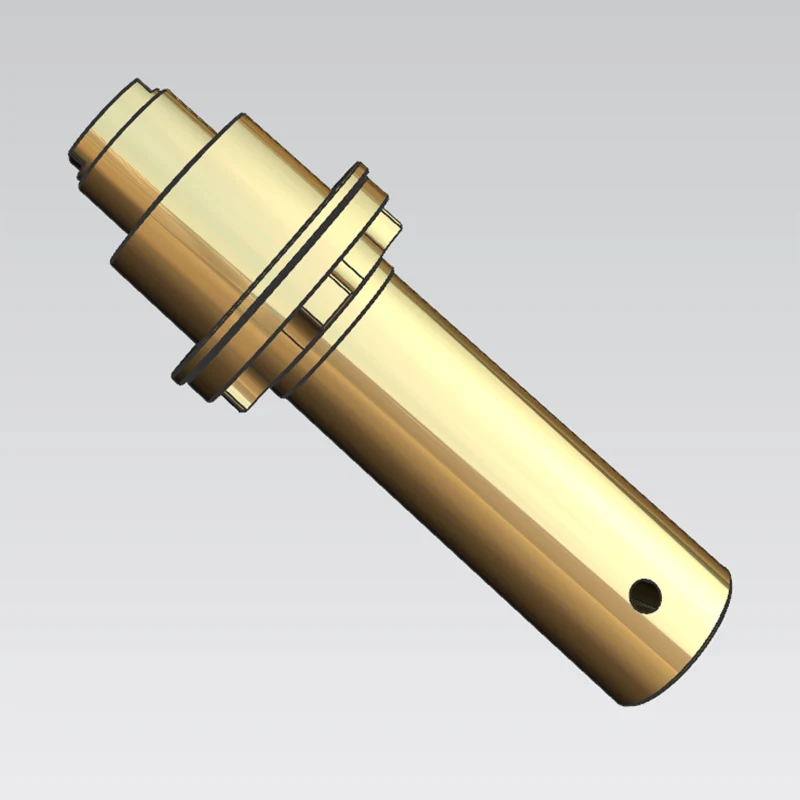
Pezzo: albero di trasmissione del motore industriale ad alta velocità serie 70B.
Materia prima: acciaio bonificato 40Cr; durezza della base finita di HRC 32–36.
Scenario applicativo: componente dell'albero centrale per la potenza di rotazione ad alta velocità; soggetti a funzionamento prolungato, ad alta frequenza e ad alta velocità, che richiedono eccezionale resistenza alla fatica, precisione di rotazione e prestazioni di equilibrio dinamico.

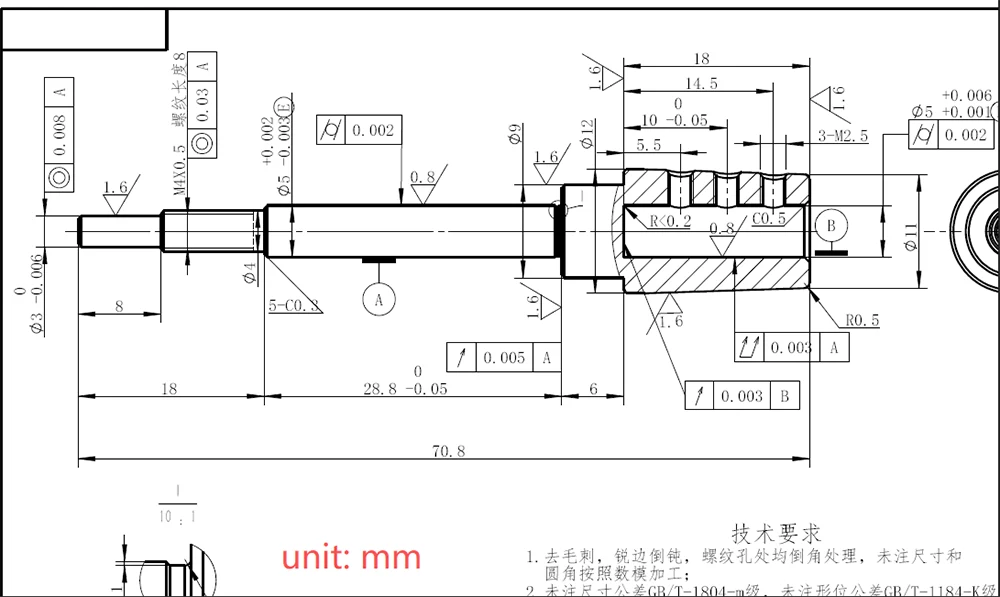
Specifiche di precisione obbligatorie: coassialità di più perni di accoppiamento critici ≤0,01 mm; eccentricità della faccia finale del perno ≤0,01 mm. Inoltre, è necessario controllare la precisione di posizionamento dei fori filettati sulle estremità e delle chiavette circonferenziali rispetto al datum del perno. Sfide nella lavorazione iniziale del materiale: dopo la tempra e il rinvenimento, la durezza del substrato 40Cr aumenta, con conseguente elevata resistenza al taglio e rapida usura sugli utensili convenzionali in metallo duro; durante il taglio ad alta velocità, l'albero è soggetto a deformazioni causate dal rilascio delle sollecitazioni di taglio e dalla deflessione radiale dell'utensile, con conseguente perdita di precisione di rotazione.
Punti critici della precedente lavorazione esternalizzata del cliente: il precedente fornitore utilizzava tornitura segmentata e configurazioni di bloccaggio multiple, con conseguenti errori di coassialità del perno costantemente eccessivi e mancato rispetto degli standard di equilibrio dinamico; il motore vibrava violentemente durante il funzionamento ad alta velocità e le ripetute rielaborazioni non sono riuscite a risolvere i problemi relativi alla deformazione indotta dallo stress e agli errori di bloccaggio.
3.1. Bloccaggio e lavorazione integrati: un'unica configurazione di bloccaggio che utilizza un datum unificato consente la lavorazione simultanea di superfici cilindriche a più fasi e facce terminali accoppiate, eliminando i problemi causati da datum incoerenti nella lavorazione segmentata.
3.2. Ottimizzazione del sovrametallo di lavorazione e dell'evacuazione del truciolo: durante la sgrossatura dei perni critici viene riservato un sovrametallo di finitura uniforme di 0,3 mm; viene utilizzato un sistema di raffreddamento interno ad alta pressione per lavare la zona di taglio in tempo reale, raffreddando contemporaneamente la parte ed evacuando i trucioli, prevenendo così graffi sulla superficie secondaria e riducendo al minimo la deformazione termica.
3.3. Strategia di finitura: vengono selezionati utensili in metallo duro a grana ultrafine e ad alta rigidità e viene utilizzato un processo di taglio progressivo di riduzione dello strato per rilasciare gradualmente le sollecitazioni di taglio interne e controllare la deflessione radiale dell'utensile, garantendo stabilità dimensionale a lungo termine per i componenti ad albero lungo.
3.4. Finitura delle caratteristiche ausiliarie: i fori filettati sulle facce terminali e le sedi per chiavetta circonferenziale vengono lavorati utilizzando dispositivi di posizionamento coassiali specializzati allineati con il dato di rotazione del perno, garantendo che la precisione di posizionamento di queste caratteristiche soddisfi le tolleranze del disegno.
Attrezzatura di ispezione completa: macchina di misura a coordinate (CMM), rotondimetro ad alta precisione e tester di bilanciamento dinamico; doppia ispezione in scala reale che copre sia le dimensioni che l’equilibrio dinamico. Dati di precisione misurati: la coassialità del perno multistadio è costantemente ≤ 0,008 mm e l'eccentricità assiale è ≤ 0,005 mm; tutte le tolleranze geometriche e di posizione soddisfano le specifiche e l'albero del rotore supera il test iniziale di equilibrio dinamico senza richiedere riequilibratura.
Feedback sull'implementazione del progetto: i prototipi hanno superato l'ispezione di accettazione al primo tentativo e i livelli di vibrazioni e rumore durante il funzionamento ad alta velocità sono conformi agli standard nazionali per i motori industriali; gli alberi prodotti in serie non mostrano deformazioni indotte da stress o usura anomala durante il funzionamento, con resistenza e stabilità rotazionale che soddisfano i requisiti di servizio a lungo termine, portando ad una partnership di outsourcing a lungo termine con il cliente.
Indirizzo
Distretto di Guangming, città di Shenzhen, provincia del Guangdong, Cina
tel









